









XVN-50
Best suited for
- Rapid Prototyping
- Functional Parts
From €40.00
Why XVN-50 is Your Best Choice for Your Next Project
Versatile, Durable, and Precise. Premium Quality Resin for Superior 3D Printed Prototypes and Functional Parts.
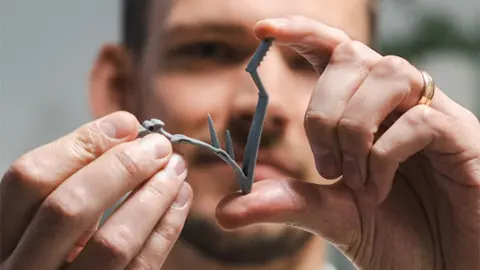
Tough and Flexible
Say goodbye to fragile prints. XVN-50’s impact resistance and ability to handle high bending forces ensure your parts stay strong without sacrificing flexibility.

Spot-On Accuracy
No more misaligned assemblies. With dimensional stability and precision, XVN-50 delivers prints that match your designs perfectly every time.
Easy Finishing
Hate sticky residues? XVN-50 cures to a hard, non-sticky surface that’s simple to sand, drill, or paint - making post-processing a breeze.


XVN-50: Uses
XVN-50 vs ABS-like vs All-Purpose Resin
| All-Purpose Resin | XVN-50 | ABS-like Resin | |
|---|---|---|---|
| Strain at Break | 3-15% | 51.2% | 5-40% (varies widely) |
| Tensile Modulus | 0.9-1.5 GPa | 2.03 GPa | 1.6-1.9 GPa |
| Tensile Strength (Yield/Break) | 20-35 MPa | 37.5-43.4 MPa | 32-42 MPa |
| Impact Resistance (notched) | 2-4 kJ∙m⁻² | 5.9 kJ∙m⁻² | 5-7 kJ∙m⁻² |
| Hardness | 70-75 D | 82 D | 76-80 D |
| Machinability (Drill & Thread Holding) | Poor (brittle/cracks) | Excellent (drills/taps cleanly, holds threads well) | Moderate (may crack under stress) |
| Dimensional Stability | Moderate shrinkage/warpage | High (low shrinkage, no cracking/deforming) | Good |
What Experts Are Saying About XVN-50
Frequently asked questions
Does XVN-50 work with my 3D printer?
Yes, XVN-50 works with most MSLA and DLP printers using 365-420nm light. Important: never use PDMS vats – XVN-50 will damage the silicone. Use FEP, NFEP, PFA, or ACF films only. Settings: ameralabs.com/3d-printing-settings
Can XVN-50 handle repeated stress?
Yes, XVN-50 is engineered for functional parts under repeated stress. Good for snap-fits, living hinges, and dynamic loads.
Can I put screws in XVN-50?
Yes, you can drill, tap threads, and drive screws without cracking. Hard enough (82 Shore D) for thread engagement, tough enough not to split.
Do XVN-50 prints warp or shrink?
No, XVN-50 is dimensionally stable for tight-tolerance prototypes and end-use parts.
Can XVN-50 survive outdoors?
Limited. Water absorption is 3.12% over 24 hours. Parts handle humidity but not prolonged submersion or outdoor UV exposure. For better resistance, use AMD-3.
What surface finish does XVN-50 have?
Black, non-sticky after proper curing. Can be sanded or painted.
Can I wash XVN-50 prints with water?
No, use IPA only. Wash station: 15 minutes, second wash 10 minutes if needed. Maximum submersion: 30 minutes.


